PLC II: Comparación de esquemas eléctricos con lenguaje KOP (PLC)
Hola, aquí les traigo (para los nuevos en programación PLC) un tema
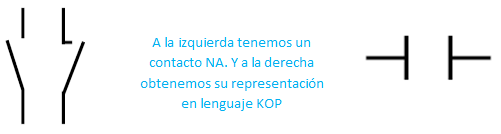
“Comparación de esquemas eléctricos con lenguaje KOP”. Este tema trata de que
si por ej: tenemos un contacto abierto en un esquema eléctrico y queremos poner
el mismo contacto en lenguaje KOP cuál sería su representación. Bueno sin más
que comience la explicación. OJO no dejen de compartir mi blog.
En un esquema eléctrico para que un contacto NA se cierre, su
bobina (relé) a la que pertenece debe de recibir una señal eléctrica, de este
modo la bobina se excita generando un campo magnético logrando de este modo que
los contactos cambien de posición (si están abiertos se cierran y si están cerrados
se abren). Por ej. si queremos poner dos motores en marcha con inversiones de
giro, necesariamente tenemos que colocar bobinas auxiliares al hacer esto
nuestro circuito aumenta en espacio y costo. Por lo contrario cuando hacemos
una programación con las mismas indicaciones anteriores, el PLC solo necesita
estar cableado a las entradas (pulsadores de marcha y paro) y a las salidas
(bobinas de los motores), ustedes se preguntaran ¿pero y las bobinas auxiliares?
Bueno las bobinas auxiliares se reemplazan, por lo que se conoce en programación
PLC, por marcas (de este tema se hablara más adelante para no confundirlos).
·
Contacto
Normalmente Abierto (NA)
·
Contacto
Normalmente Cerrado (NC)

·
Bobina (relé)

Ahora veremos cómo se pueden realizar combinaciones lógicas en
lenguaje KOP
·
Lógica Y: También conocida como conexión
en serie. Para que pueda transitar una señal por esa conexión ambos contactos deberán
estar en modo cerrado.

·
Lógica O: También conocida
como conexión en paralelo. Para que pueda pasar una señal por estos contactos
basta que uno de ellos este activado

·
Lógica XOR
exclusiva: Para que esta lógica mande una señal es necesario crear dos segmentos
de contactos (1° segmento: Operando 1 cerrado y Operando 2 abierto ambos en
serie. 2° segmento contacto 1 abierto y contacto 2 cerrado ambos en serie),
ambos segmentos tienen que estar en paralelo.
La salida A 4.0 es “1” si:
E 0.0 es “0” y E 0.1 es “1”. O E 0.0 es “1” y E 0.1 es “0”

Bueno espero que con este pequeño tema, al menos sepan reconocer
las representaciones de los contactos y bobinas en lenguaje KOP. El próximo tema
va a tratar sobre el diagrama escalera y los temporizadores.



